咨詢服務熱線 0710-7869688




News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
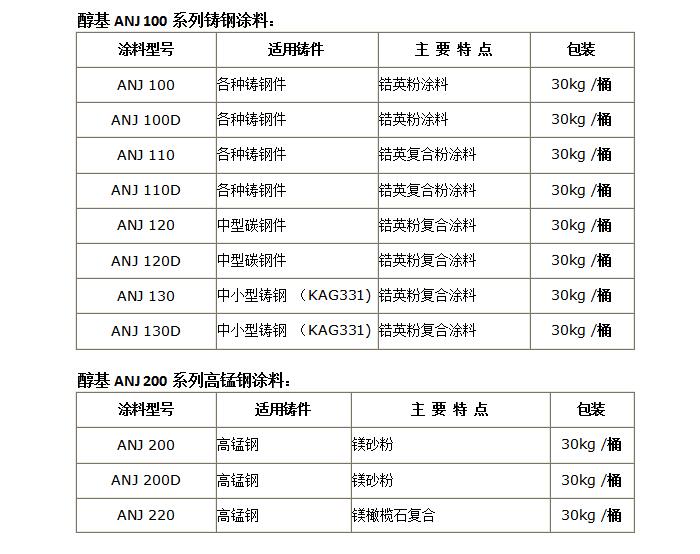 安耐捷涂料系列
安耐捷涂料系列
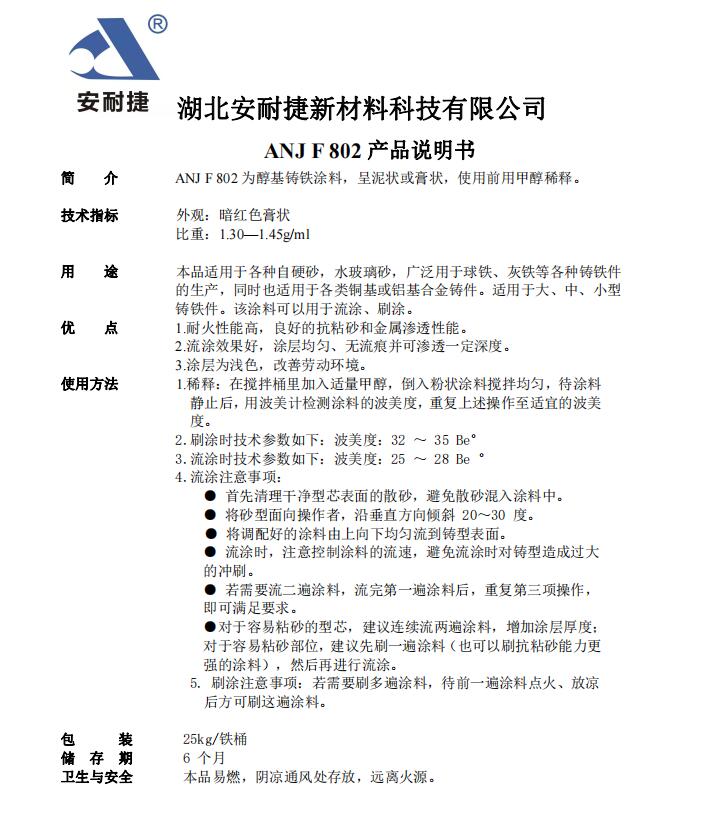 91精品國產高清久久久久久io:產品說明ANJ F 802
91精品國產高清久久久久久io:產品說明ANJ F 802
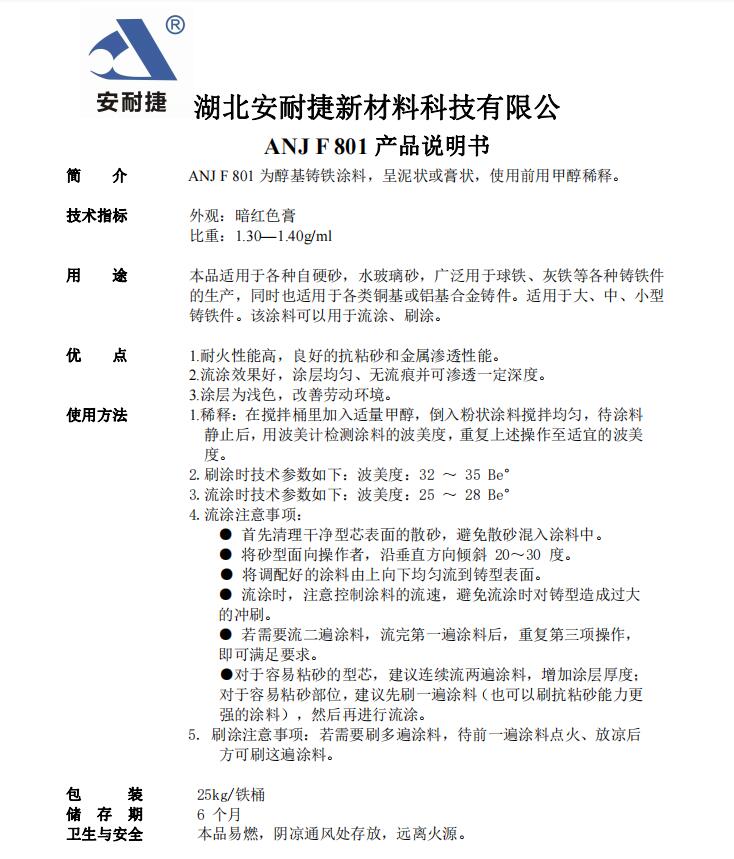 91精品國產高清久久久久久io:產品說明ANJ F 801
91精品國產高清久久久久久io:產品說明ANJ F 801
 91精品國產高清久久久久久io:ANJ產品說明書330
91精品國產高清久久久久久io:ANJ產品說明書330
 91精品國產高清久久久久久io:ANJ產品說明書320
91精品國產高清久久久久久io:ANJ產品說明書320
 91精品國產高清久久久久久io:ANJ產品說明書310
91精品國產高清久久久久久io:ANJ產品說明書310
 91精品國產高清久久久久久io:ANJ產品說明書300
91精品國產高清久久久久久io:ANJ產品說明書300
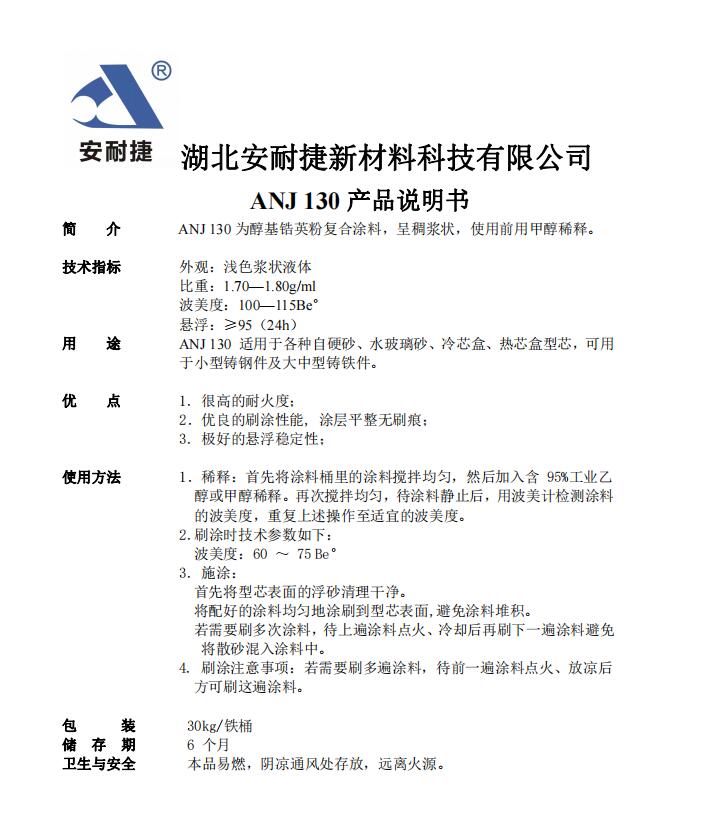 91精品國產高清久久久久久io:ANJ產品說明書130
91精品國產高清久久久久久io:ANJ產品說明書130
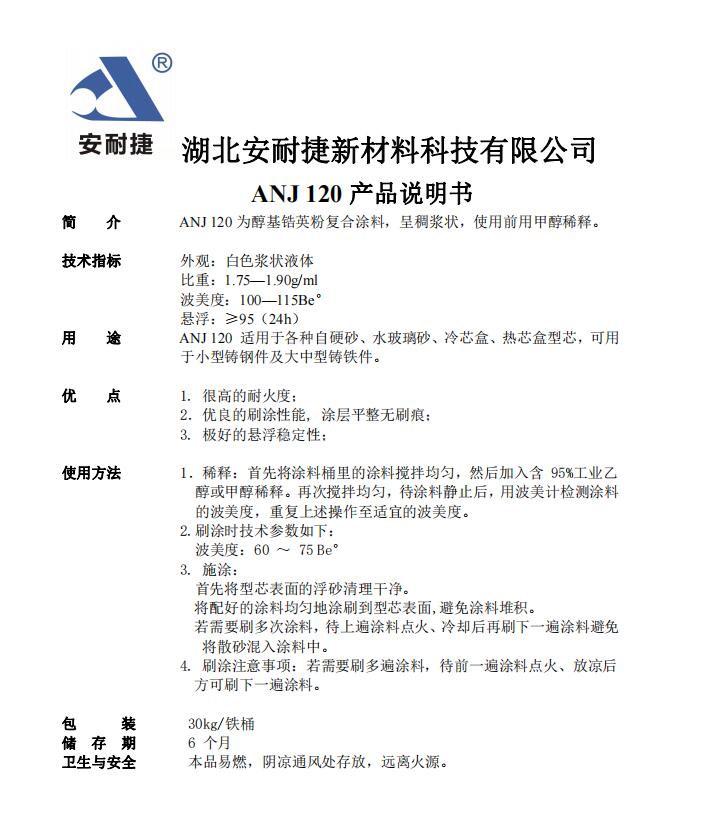 91精品國產高清久久久久久io:ANJ產品說明書120
91精品國產高清久久久久久io:ANJ產品說明書120
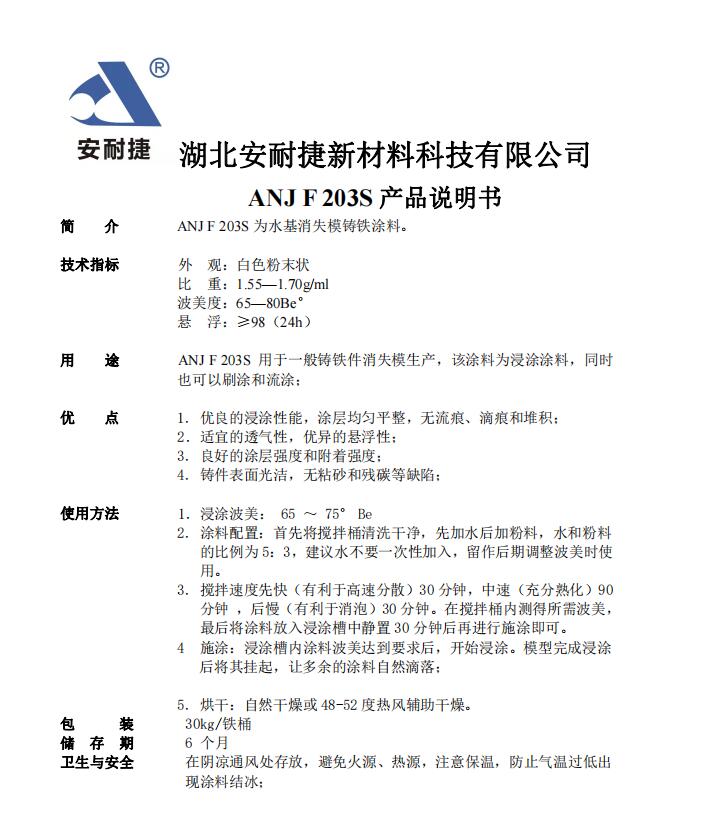 91精品國產高清久久久久久io:ANJ產品說明F 203S
91精品國產高清久久久久久io:ANJ產品說明F 203S
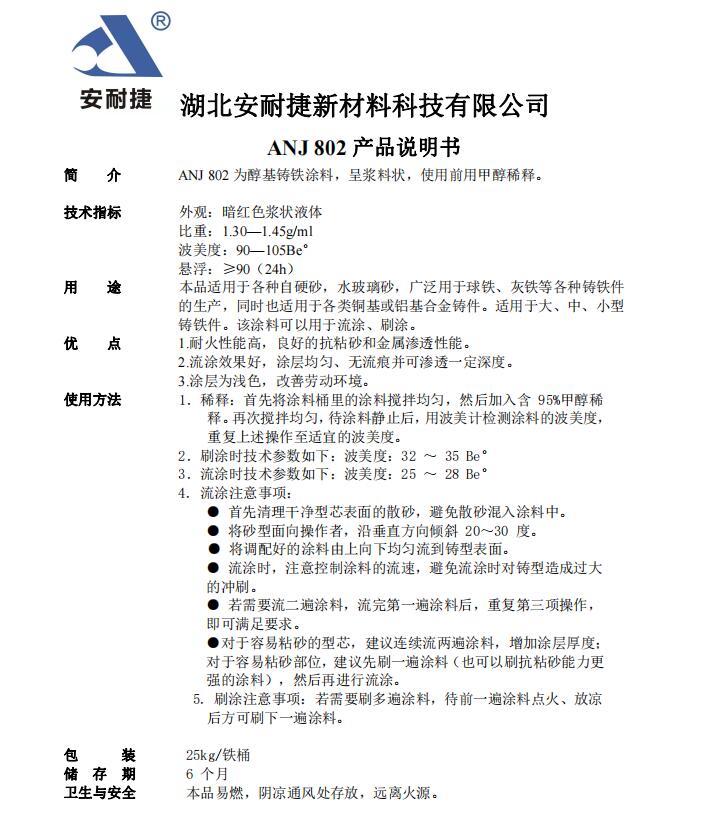 91精品國產高清久久久久久io:ANJ產品說明802
91精品國產高清久久久久久io:ANJ產品說明802
 91精品國產高清久久久久久io:ANJ產品說明801
91精品國產高清久久久久久io:ANJ產品說明801
 91精品國產高清久久久久久io:ANJ產品說明800
91精品國產高清久久久久久io:ANJ產品說明800
 91精品國產高清久久久久久io:ANJ產品說明220
91精品國產高清久久久久久io:ANJ產品說明220
 91精品國產高清久久久久久io:ANJ產品說明202S
91精品國產高清久久久久久io:ANJ產品說明202S
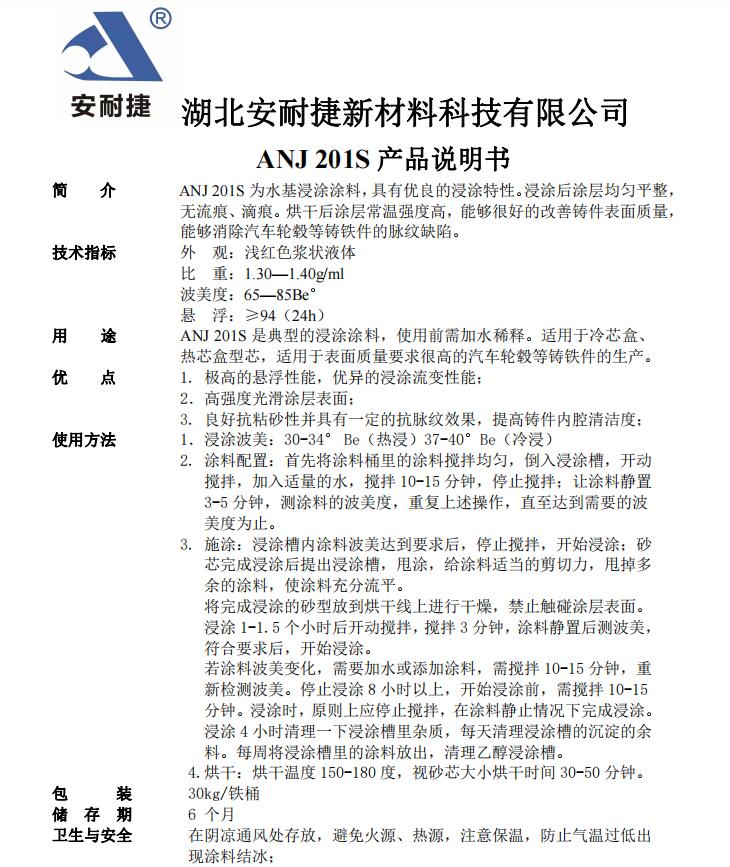 91精品國產高清久久久久久io:ANJ產品說明201S
91精品國產高清久久久久久io:ANJ產品說明201S
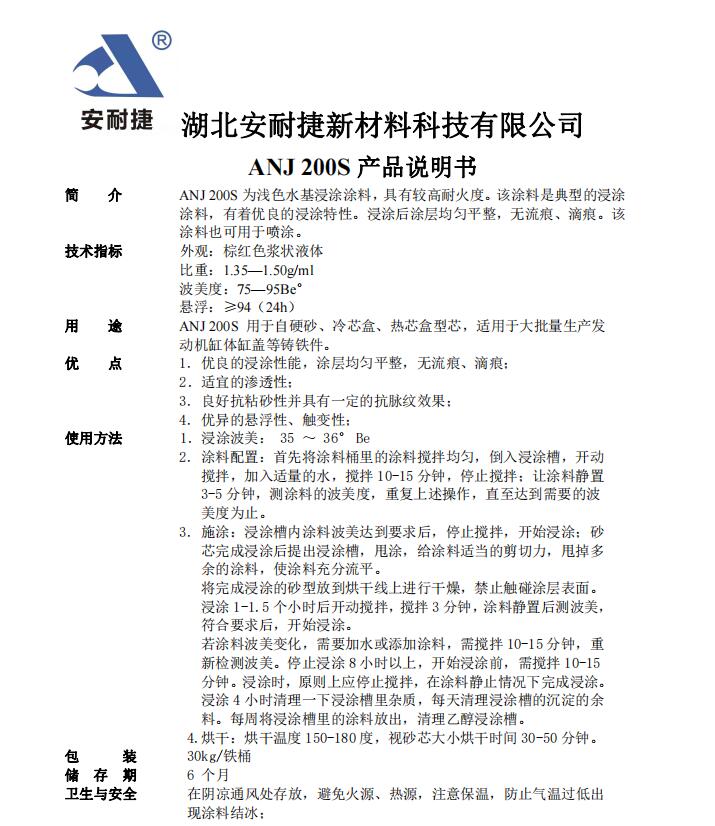 91精品國產高清久久久久久io:ANJ產品說明200S
91精品國產高清久久久久久io:ANJ產品說明200S
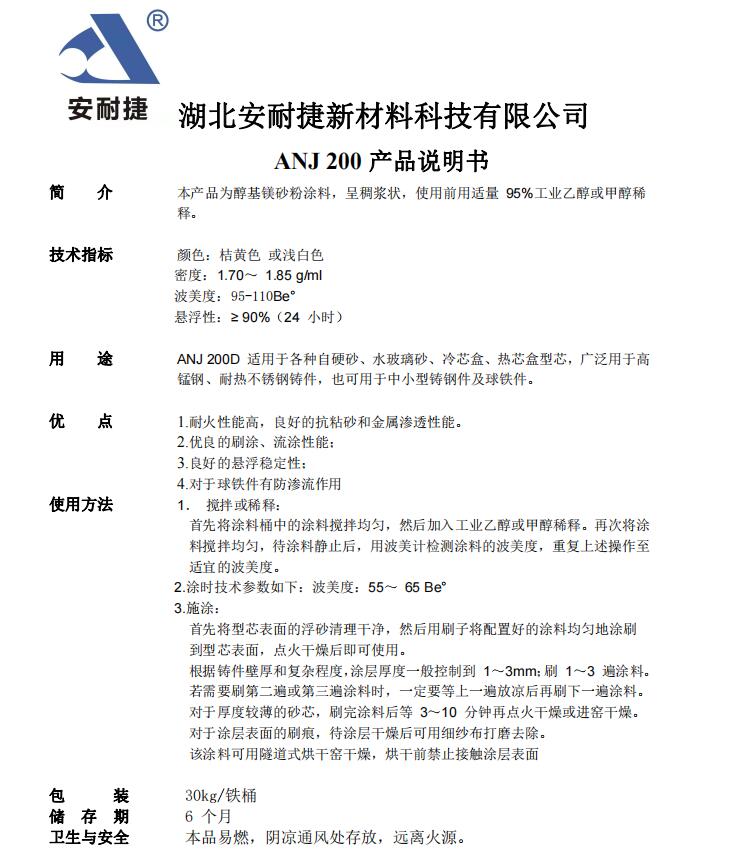 91精品國產高清久久久久久io:ANJ產品說明200
91精品國產高清久久久久久io:ANJ產品說明200
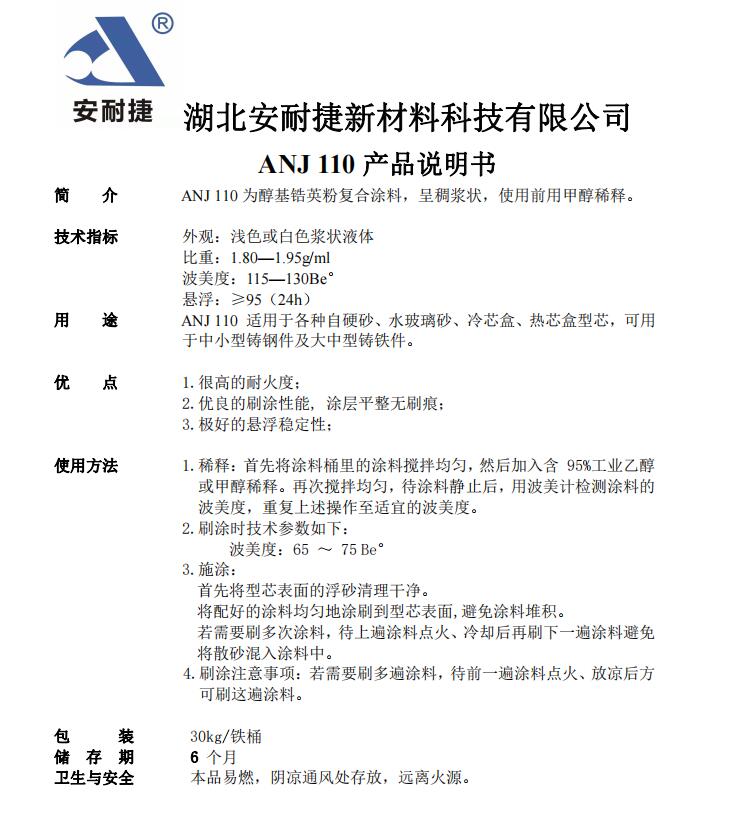 91精品國產高清久久久久久io:ANJ產品說明110
91精品國產高清久久久久久io:ANJ產品說明110
 91精品國產高清久久久久久io:ANJ產品說明101S
91精品國產高清久久久久久io:ANJ產品說明101S
 91精品國產高清久久久久久io:ANJ產品說明100S
91精品國產高清久久久久久io:ANJ產品說明100S
 91精品國產高清久久久久久io:ANJ產品說明100
91精品國產高清久久久久久io:ANJ產品說明100
 91精品國產高清久久久久久io:安耐捷F-200G高發熱冒口產品說明
91精品國產高清久久久久久io:安耐捷F-200G高發熱冒口產品說明
 91精品國產高清久久久久久io:ANJF-909發熱冒口覆蓋劑說明書
91精品國產高清久久久久久io:ANJF-909發熱冒口覆蓋劑說明書
 91精品國產高清久久久久久io:ANJF-400D冒口說明書
91精品國產高清久久久久久io:ANJF-400D冒口說明書
 91精品國產高清久久久久久io:ANJF-300B發熱保溫板
91精品國產高清久久久久久io:ANJF-300B發熱保溫板
 91精品國產高清久久久久久io:ANJF-200X說明書
91精品國產高清久久久久久io:ANJF-200X說明書
 91精品國產高清久久久久久io:ANJF-100B冒口說明書
91精品國產高清久久久久久io:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
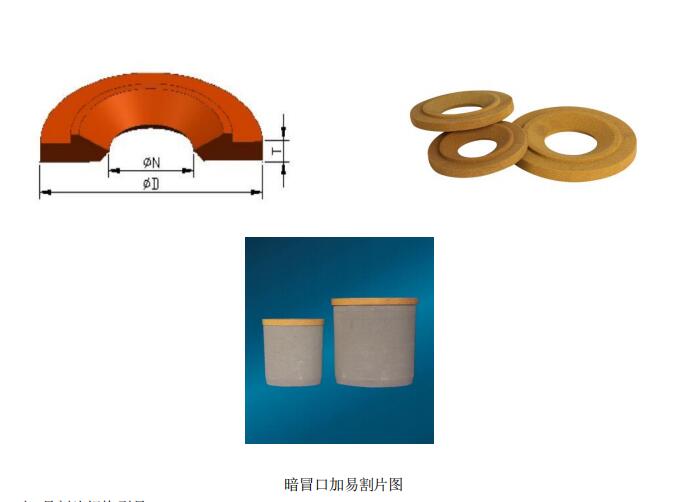 91精品國產高清久久久久久io:安耐捷F-EGP系列冒口易割片
91精品國產高清久久久久久io:安耐捷F-EGP系列冒口易割片
 91精品國產高清久久久久久io:鑄造用ANJ-F系列高效發熱冒口應用技術
91精品國產高清久久久久久io:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 91精品國產高清久久久久久io:廣東煉鋼電爐爐料如何選擇
91精品國產高清久久久久久io:廣東煉鋼電爐爐料如何選擇
 91精品國產高清久久久久久io:湖北武漢襄陽耐火材料
91精品國產高清久久久久久io:湖北武漢襄陽耐火材料
 91精品國產高清久久久久久io:溫州打爐料坩堝解決方案
91精品國產高清久久久久久io:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 91精品國產高清久久久久久io:酸性爐襯材料F系列
91精品國產高清久久久久久io:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 91精品國產高清久久久久久io:酸性爐襯材料A系列
91精品國產高清久久久久久io:酸性爐襯材料A系列
 91精品國產高清久久久久久io:酸性爐襯材料R系列
91精品國產高清久久久久久io:酸性爐襯材料R系列
 91精品國產高清久久久久久io:酸性爐襯材料G系列
91精品國產高清久久久久久io:酸性爐襯材料G系列
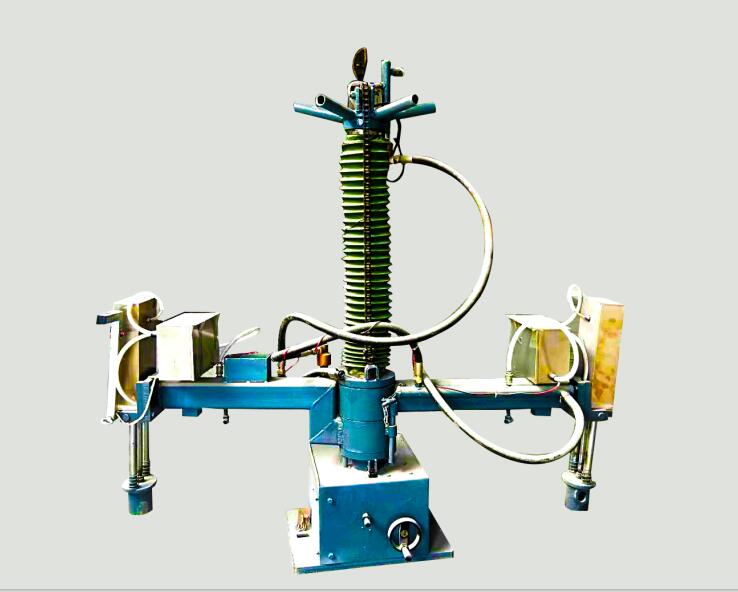 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 91精品國產高清久久久久久io:酸性爐襯材料2系列
91精品國產高清久久久久久io:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 91精品國產高清久久久久久io:酸性爐襯材料3系列
91精品國產高清久久久久久io:酸性爐襯材料3系列
 91精品國產高清久久久久久io:酸性爐襯材料D系列
91精品國產高清久久久久久io:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 91精品國產高清久久久久久io:中性爐襯材料烤爐工藝
91精品國產高清久久久久久io:中性爐襯材料烤爐工藝
 91精品國產高清久久久久久io:中性爐襯材料烘爐工藝
91精品國產高清久久久久久io:中性爐襯材料烘爐工藝
 91精品國產高清久久久久久io:60噸中頻電爐工藝
91精品國產高清久久久久久io:60噸中頻電爐工藝
 91精品國產高清久久久久久io:45噸爐氣動筑爐烘爐工藝
91精品國產高清久久久久久io:45噸爐氣動筑爐烘爐工藝
 91精品國產高清久久久久久io:40噸爐氣動筑爐烘爐工藝
91精品國產高清久久久久久io:40噸爐氣動筑爐烘爐工藝
 91精品國產高清久久久久久io:10-15噸中頻爐氣動筑爐烘爐及維護工藝
91精品國產高清久久久久久io:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 91精品國產高清久久久久久io:5噸中性料施工工藝
91精品國產高清久久久久久io:5噸中性料施工工藝
 91精品國產高清久久久久久io:3噸中性料施工工藝
91精品國產高清久久久久久io:3噸中性料施工工藝
 91精品國產高清久久久久久io:2噸中性料施工工藝
91精品國產高清久久久久久io:2噸中性料施工工藝
 91精品國產高清久久久久久io:1.5噸中性料施工工藝
91精品國產高清久久久久久io:1.5噸中性料施工工藝
 91精品國產高清久久久久久io:0.75噸中性料施工工藝
91精品國產高清久久久久久io:0.75噸中性料施工工藝
 91精品國產高清久久久久久io:中性爐襯材料LFS-983產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-983產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-982產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-982產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-885CR產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-885CR產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-882A產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-882A產品介紹
 91精品國產高清久久久久久io:中性爐襯材料C-90產品介紹
91精品國產高清久久久久久io:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 91精品國產高清久久久久久io:中性料C-75熔鋁產品介紹
91精品國產高清久久久久久io:中性料C-75熔鋁產品介紹
 91精品國產高清久久久久久io:8噸酸性料施工工藝
91精品國產高清久久久久久io:8噸酸性料施工工藝
 91精品國產高清久久久久久io:3噸酸性料施工工藝
91精品國產高清久久久久久io:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 91精品國產高清久久久久久io:1噸酸性料施工工藝
91精品國產高清久久久久久io:1噸酸性料施工工藝
 91精品國產高清久久久久久io:0.75噸酸性料施工工藝
91精品國產高清久久久久久io:0.75噸酸性料施工工藝
 91精品國產高清久久久久久io:0.5噸酸性料工藝
91精品國產高清久久久久久io:0.5噸酸性料工藝


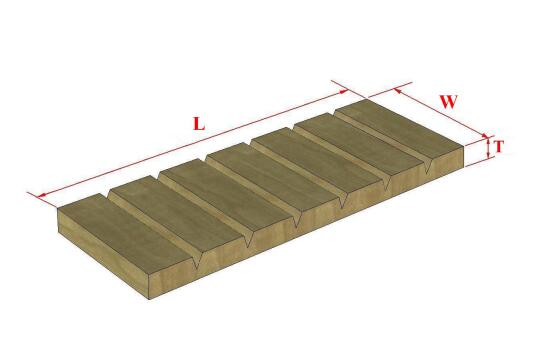
打(da)爐料(liao)(liao)是以剛玉、微粉(fen)、氧(yang)化鉻綠配比(bi)而(er)成的一種(zhong)干式料(liao)(liao)。打(da)爐料(liao)(liao)的施(shi)工(gong)部位不同,施(shi)工(gong)方法也(ye)略有變化。
打(da)(da)爐(lu)(lu)料打(da)(da)結(jie)爐(lu)(lu)底(di)時,爐(lu)(lu)底(di)打(da)(da)爐(lu)(lu)料厚度為280mm,要分4次填(tian)沖,人工打(da)(da)結(jie)時要防止各處密度不均(jun),因此,必須嚴格控制打(da)(da)爐(lu)(lu)料的加料厚度,一般打(da)(da)爐(lu)(lu)料打(da)(da)結(jie)時每次的厚度不大于100mm,爐(lu)(lu)壁厚度控制在(zai)60mm以內,打(da)(da)爐(lu)(lu)料要圍繞(rao)爐(lu)(lu)子(zi)緩慢旋轉換位,用力均(jun)勻。
打(da)爐(lu)料(liao)在爐(lu)底打(da)結(jie)達到所需(xu)高度時,需(xu)要(yao)刮平(ping)再可放置坩堝模(mo)(mo)。坩堝模(mo)(mo)與(yu)感應圈同心,上(shang)(shang)下(xia)調整垂直與(yu)所筑爐(lu)底緊密結(jie)合(he),然后(hou)調整周(zhou)邊(bian)間隙(xi)相等后(hou)用木楔卡緊,中間吊重(zhong)物(wu)壓上(shang)(shang),避免(mian)打(da)爐(lu)料(liao)在爐(lu)壁打(da)結(jie)時干式(shi)料(liao)發生位移。

打(da)爐(lu)料(liao)(liao)打(da)結爐(lu)壁時,打(da)爐(lu)料(liao)(liao)厚(hou)度(du)(du)為110-120mm,要(yao)(yao)分批加(jia)入打(da)爐(lu)料(liao)(liao),布料(liao)(liao)均(jun)勻有同時,每(mei)次(ci)加(jia)入打(da)爐(lu)料(liao)(liao)厚(hou)度(du)(du)不(bu)大于60 mm,直至與感應圈上緣(yuan)平齊。在打(da)結完后坩堝(guo)模不(bu)需要(yao)(yao)取出(chu),讓打(da)爐(lu)料(liao)(liao)在烘干和燒結時起(qi)感應加(jia)熱作用。
烘烤和燒結工藝大致(zhi)分為二個階段,這樣做打爐料的爐襯致(zhi)密結合(he)結構更強(qiang)。
打爐料烘烤..階段:以50℃/h的速(su)度(du)加(jia)熱至100℃,保溫(wen)(wen)2h,以100℃/h的速(su)度(du)將加(jia)熱至300℃,保溫(wen)(wen)2h,目的是徹底排除爐襯中(zhong)的水分。
打爐(lu)料(liao)燒(shao)結(jie)第二階段:以(yi)200℃/h升(sheng)溫(wen)(wen)(wen)至(zhi)(zhi)900℃,保溫(wen)(wen)(wen)2h,以(yi)100℃/h升(sheng)溫(wen)(wen)(wen)至(zhi)(zhi)1200℃,保溫(wen)(wen)(wen)2h,..爐(lu)鋼水1400-1650度(du),保溫(wen)(wen)(wen)1小時,控(kong)制升(sheng)溫(wen)(wen)(wen)速度(du),防止產生裂紋。

 當前位置:
當前位置:
