



 當前位置:
當前位置:

 熱門推薦
熱門推薦










































 推薦新聞
推薦新聞
 在線留言
在線留言 詳情內容
詳情內容
感(gan)應電爐爐襯問題解析與防止對策
一.爐(lu)襯(chen)之開(kai)裂(lie):垂直裂(lie)隙與(yu)水平開(kai)裂(lie)現象之產生與(yu)防止對策(ce)
二.薄(bo)片或薄(bo)層(ceng)的(de)爐襯剝落現象之產(chan)生與防止對策
三.爐襯異常的熔(rong)蝕現(xian)象之(zhi)產生與防(fang)止對(dui)策:
1.爐襯表面為光滑玻璃狀的(de)不均勻(yun)熔(rong)蝕:
2.爐襯表(biao)面為不光滑(hua)狀(zhuang)的不均勻熔蝕(shi):
3.底(di)部異常嚴重(zhong)熔損:
4.底(di)部及下錐部之異常嚴重熔(rong)(rong)損(象足形狀之熔(rong)(rong)蝕):
5.下(xia)錐部(bu)之異(yi)常嚴(yan)重熔(rong)損:
6.爐壁部位之異常嚴重熔損:
7.爐壁上方部位之異常嚴重熔損:
四.爐襯呈現不(bu)同色(se)(se)澤或(huo)脫色(se)(se)現象之探討:
五.爐襯的異(yi)常(chang)磨損現象之產生與防止對(dui)策:
1.帶狀溝槽式之(zhi)磨損:
2.局部性(xing)的口袋狀之磨(mo)損:
3.在同一水平而呈(cheng)現不(bu)規則程度之磨損(sun):
4.整(zheng)體爐襯呈現不規則程(cheng)度之磨損(sun):
六(liu).金屬滲透及穿透的現象之(zhi)產(chan)生(sheng)與防(fang)止對策:
1.魚翅狀之滲/穿透現象:
2.在爐襯一(yi)(yi)定深度有金屬滲(shen)入(ru)或一(yi)(yi)層深色層之現象:
3.爐襯局(ju)部位(wei)置有不純異物侵入的(de)現象:
七.積渣(zha)(zha)或掛渣(zha)(zha)現(xian)象之(zhi)產生與防止(zhi)對策:
1.低熔點(dian)渣之生成與積附現象:
2.高熔點渣之生成與(yu)積附(fu)現象:
八.電(dian)相不(bu)平衡或過高電(dian)流現象(xiang)之產(chan)生(sheng)與防止對策:
1.出(chu)現在初次燒結過(guo)程中:
2.出現在停爐后,再次啟用(yong)的過程中:
3.出現在(zai)電流跳脫后(hou),再次啟用的過程中(zhong):
4.出現在停(ting)爐(lu)爐(lu)襯補修(xiu)后(hou),再(zai)次啟(qi)用(yong)的(de)過程中(zhong):
九(jiu).干式震動搗(dao)打料之異常現(xian)象(xiang)判斷(duan)與處置:
1.顆粒偏析(xi)與粒度(du)異常現象(xiang):
2.二氧化硅含量過(guo)低時之(zhi)處置:
3.發現不純物(wu)時之處置:
十. 使用壽命不穩定現(xian)象之產生與防止對策:
前(qian)言摘要: 無心(xin)式感應電爐(lu)之(zhi)爐(lu)襯耐材問題(ti)的追蹤(zong)與探討
雖然無心(xin)式(shi)感應電爐(lu)之(zhi)爐(lu)襯(chen)使(shi)(shi)用(yong)壽命的(de)(de)長短,主要(yao)(yao)地(di),是取(qu)決于(yu)其操(cao)作(zuo)(zuo)條件(jian)與操(cao)作(zuo)(zuo)環境;但是,不(bu)可(ke)諱(hui)言(yan)的(de)(de),是否要(yao)(yao)停爐(lu)修護,還是取(qu)決于(yu)耐材爐(lu)襯(chen)的(de)(de)損(sun)壞程度(du)而定(ding)。極少是因(yin)為(wei)電器設(she)備或(huo)機械裝置與水(shui)冷或(huo)油壓設(she)備的(de)(de)問(wen)題(ti),而需(xu)停爐(lu)修護。作(zuo)(zuo)業(ye)爐(lu)襯(chen)之(zhi)設(she)計,本來就是會被熔蝕損(sun)耗的(de)(de);但往往有(you)(you)些使(shi)(shi)用(yong)者(zhe)會有(you)(you)些錯覺(jue),認(ren)為(wei)所有(you)(you)的(de)(de)問(wen)題(ti)皆可(ke)怪罪(zui)于(yu)爐(lu)襯(chen)材料,而忽略了.大(da)的(de)(de)原因(yin)是在于(yu)操(cao)作(zuo)(zuo)條件(jian)與操(cao)作(zuo)(zuo)環境,甚(shen)至誤認(ren)為(wei)較厚(hou)的(de)(de)爐(lu)襯(chen)會有(you)(you)較長的(de)(de)使(shi)(shi)用(yong)壽命。其實(shi)較厚(hou)的(de)(de)爐(lu)襯(chen)反而不(bu)利于(yu)熔化(hua)效率(lv),而且不(bu)易(yi)形成良好的(de)(de)燒結層,在使(shi)(shi)用(yong)初期會有(you)(you)較高的(de)(de)熔蝕速率(lv)。
誠如(ru)上述,爐(lu)(lu)襯(chen)之(zhi)熔(rong)(rong)蝕損耗速(su)率(lv)與(yu)操(cao)作條件與(yu)操(cao)作環境(jing)有極大的關(guan)聯(lian);如(ru):所添加(jia)的地金(鐵(tie)塊及回爐(lu)(lu)料)之(zhi)雜(za)質成份與(yu)含量;如(ru)何加(jia)入(ru)爐(lu)(lu)內;熔(rong)(rong)出什么種(zhong)類的鐵(tie)水;與(yu)添加(jia)什么樣的添加(jia)劑(ji);熔(rong)(rong)解操(cao)作溫(wen)度(du);鐵(tie)水的高度(du);是連(lian)續(xu)性的或(huo)是間斷性的操(cao)作等種(zhong)種(zhong)操(cao)作因(yin)素,會直接造成爐(lu)(lu)襯(chen)之(zhi)化學熔(rong)(rong)蝕;機(ji)械及應力(li)損壞與(yu)熱震開裂與(yu)剝落的影響(xiang)。在(zai)作業(ye)爐(lu)(lu)襯(chen)使用末期,若發(fa)生爐(lu)(lu)襯(chen)穿刺現象(xiang)時,小心(xin)緊慎地在(zai)爐(lu)(lu)底;錐部(bu);爐(lu)(lu)壁及上部(bu)采取適當的樣本加(jia)以分析及研究,將有助(zhu)于爐(lu)(lu)襯(chen)材料之(zhi)改善與(yu)使用壽命之(zhi)延長。
本(ben)文搜集(ji)了過去所經常(chang)發生(sheng)的問(wen)題與現象,并加以(yi)深入(ru)探(tan)討(tao)其發生(sheng)的原因(yin)與解決(jue)的對策,可以(yi)將此當作工具書來參(can)照應(ying)用。
一.爐(lu)襯之開裂(lie):垂直(zhi)裂(lie)隙與水平開裂(lie)現象之產生(sheng)與防止對(dui)策
A. 垂(chui)直開(kai)裂(lie)之現象: 較常發生在較大型的感應(ying)電爐(lu)爐(lu)襯,主要是由于冷卻(que)收縮所造成的應(ying)力開(kai)裂(lie),其防止對(dui)策(ce)為:
1.依照燒結作(zuo)業(ye)指示(升溫(wen)與燒結溫(wen)度曲(qu)線),使爐襯產生足夠厚度的燒結層,用(yong)以抵抗冷卻收縮所造成的應力開裂(lie)。
2.避(bi)免(mian)將二氧(yang)化(hua)硅質之爐襯放空冷,應保溫(wen)(wen)在(zai)800℃以上(shang)(shang);即使是間歇性性的(de)(de)操作(zuo)(zuo),亦不可放空冷。正確的(de)(de)作(zuo)(zuo)法(fa)為(wei):首先將鐵水出(chu)清,再吊入紅(hong)熱的(de)(de)**鐵塊,蓋(gai)上(shang)(shang)爐蓋(gai),不可關閉冷卻水,繼續(xu)保溫(wen)(wen)在(zai)800℃以上(shang)(shang)。
3.盡可能二十四小時,不(bu)間斷地連續生(sheng)產(chan)操作;若必須在**停(ting)止生(sheng)產(chan),也應如(ru)上述第2項之保溫。
4.若在停止生(sheng)產時,而要檢(jian)視爐(lu)襯,不(bu)可(ke)使用風扇吹冷爐(lu)壁,以(yi)防(fang)急冷開裂之(zhi)現(xian)象產生(sheng)。
B. 水平開(kai)裂之現象:主要是(shi)(shi)由于粒度(du)偏(pian)析及施工(gong)(gong)產(chan)生層間所致,如干打(da)(da)料經由運(yun)輸搬動(dong)而在(zai)包裝袋內已造成粒度(du)偏(pian)析;或(huo)在(zai)打(da)(da)爐(lu)時布(bu)料不均(jun)勻;或(huo)打(da)(da)爐(lu)工(gong)(gong)具及工(gong)(gong)藝(yi)不良;或(huo)模具有間隙導(dao)致細粉(fen)外流;或(huo)層間接合面不良等原因(yin)。其次;有可能是(shi)(shi)在(zai)生產(chan)操作時,機械(xie)撞擊或(huo)震動(dong)所致,其防止對(dui)策為:
1.在打爐前(qian),先檢視干打料的包裝是(shi)否(fou)完整(zheng),袋內之材料是(shi)否(fou)有粒度偏(pian)析(xi)的現(xian)象,若有粒度偏(pian)析(xi),則應再(zai)次(ci)均(jun)勻拌勻合后,才可使用。
2.檢視內模是否完(wan)好,接合(he)部位是否密合(he),若有破動或間(jian)隙,應予以(yi)補修。
3.加(jia)料(liao)時需(xu)均(jun)勻的(de)(de)布(bu)(bu)料(liao),..不可以單(dan)點布(bu)(bu)料(liao),以防止布(bu)(bu)料(liao)不均(jun)勻所(suo)導致粒度(du)偏(pian)析的(de)(de)情況產生。
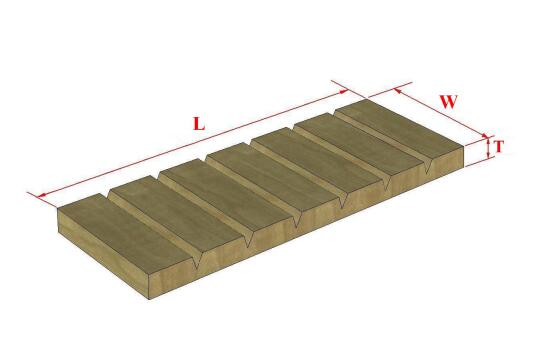
4..好選(xuan)用原(yuan)公司所推(tui)薦(jian)的施工震(zhen)動(dong)工具(高(gao)(gao)震(zhen)動(dong)頻率)及(ji)模具設(she)備(十字型(xing)內模震(zhen)動(dong)或三臂式(shi)氣錘),可以減少施工工藝的缺失,縮短施工時程(cheng),提(ti)高(gao)(gao)爐(lu)襯密度(較手工打爐(lu)要(yao)高(gao)(gao)出10%左右),提(ti)高(gao)(gao)爐(lu)襯的耐用性能。
5.若(ruo)是手工打爐的話(hua),不可采用(yong)平頭式氣錘(chui)頭打爐,應選用(yong)叉(cha)式或十字型錘(chui)頭打爐,以防止層間現象(xiang)之產生。
6.適度的(de)震(zhen)動或打爐,可獲得(de).佳(jia)的(de)充填密度,過分或不足皆(jie)有害。
7.在作接(jie)合層面(mian)時,應先將表面(mian)作花(hua),以(yi)利材料的(de)接(jie)合效果
8.記錄(lu)并(bing)(bing)比較每(mei)次打(da)爐的用料量(liang),用以判斷并(bing)(bing)了解爐襯的施(shi)工狀況。
9.減少(shao)及降低對爐襯之機械(xie)撞(zhuang)擊,改善(shan)工作平臺之不必要(yao)的震(zhen)動。
二.薄(bo)(bo)片或薄(bo)(bo)層的爐襯剝落現象之產生與防(fang)止對(dui)策
在熔化操作(zuo)過程中(zhong),有時(shi)可觀察(cha)到一些(xie)爐襯材料懸浮在鐵水(shui)的(de)表(biao)面,此(ci)乃(nai)是(shi)一種(zhong)薄(bo)片(pian)或(huo)薄(bo)層的(de)爐襯剝落現(xian)象。此(ci)種(zhong)現(xian)象產生的(de)可能原因為:過快的(de)干(gan)燥升(sheng)溫速(su)度(du),所導致的(de)水(shui)蒸汽(qi)爆裂(lie)而(er)產生爐襯表(biao)層之脫離;干(gan)式搗打(da)料本身含有太高量之殘留水(shui)份;使用鐵模(mo)坩(gan)堝加熱,而(er)未在鐵模(mo)坩(gan)堝預(yu)作(zuo)排氣孔,導致水(shui)氣無法有效地從爐襯表(biao)面散逸;安全背(bei)襯之濕式搗打(da)料或(huo)澆注料及線(xian)圈泥,未經(jing)完全干(gan)燥,所殘存的(de)水(shui)份所造(zao)成的(de);干(gan)式搗打(da)料本身的(de)粘;燒結(jie)劑(ji)不(bu)均勻分布所造(zao)成的(de)結(jie)果,或(huo)是(shi)由于粒度(du)偏(pian)析所造(zao)成的(de)后果。其防止對(dui)策為:
1.硼酸(suan)與硼甘是一般常用的干式搗打料之燒結(jie)劑,前者(zhe)含有結(jie)晶水,故其升溫曲線要稍緩(huan)于后者(zhe)。爐子(zi)的大小與爐襯之厚度,亦(yi)會(hui)影響(xiang)升溫曲線,下列之升溫速率可(ke)作(zuo)為參考(kao):

2.干式搗(dao)打料(liao)之殘留水份必須控制在0.5%以下(xia);一(yi)般公司的產品控制在0.3%以下(xia);并且,材料(liao)必須存放于室內;并注意防潮及(ji)防止陽光直(zhi)接照射;過冷(leng)或高(gao)溫皆不適(shi)宜。
3.若使用鐵(tie)模坩(gan)(gan)堝(guo)加熱(re)時,需在(zai)鐵(tie)模坩(gan)(gan)堝(guo)預留透(tou)氣孔,以(yi)利水氣之排(pai)除。大約(yue)每隔225mm的間距(ju),需要有一個直徑(jing)2至3mm的透(tou)氣孔。當然,在(zai)震動搗打爐襯(chen)時,要將(jiang)透(tou)氣孔封(feng)閉(bi),待完成后再將(jiang)透(tou)氣孔打開。
4.在早(zao)期干(gan)燥過(guo)程中(zhong),或可(ke)使用輔(fu)助加熱設(she)備,如燃氣噴火設(she)備或電熱管等裝置,防止火焰(yan)直接沖擊爐(lu)(lu)襯(chen)表(biao)面,并注意氣流循環將水汽排出,及延長(chang)干(gan)燥時程。錐形(xing)感應線圈及錐形(xing)爐(lu)(lu)襯(chen)之設(she)計,需要較高(gao)的干(gan)燥溫度,并要打開冷卻循環水。盡量避免在爐(lu)(lu)襯(chen)表(biao)面形(xing)成(cheng)一層不(bu)透(tou)氣的干(gan)硬(ying)表(biao)層。
5.不要自行在干打料中(zhong)添加額外的(de)添加劑,避免粘;燒結劑不均勻分布。
6.改(gai)善施工筑爐(lu)工藝及工具,防止(zhi)爐(lu)襯產生顆粒偏(pian)析現象
三. 爐襯異常的(de)熔蝕現象(xiang)之產生與防(fang)止對策
均勻的(de)(de)(de)熔蝕,本是(shi)耐材爐(lu)(lu)襯(chen)之(zhi)(zhi)(zhi)設(she)計(ji)原則;在一(yi)個廿(nian)四小時連續性操作(zuo)的(de)(de)(de)無(wu)心爐(lu)(lu),生產單一(yi)種類成份(fen)(fen)之(zhi)(zhi)(zhi)產品,及使(shi)66~80%之(zhi)(zhi)(zhi)殘留鐵水(shui)液面的(de)(de)(de)操作(zuo)條件下(xia),其二氧化硅質干用打料之(zhi)(zhi)(zhi)原單位(wei)耐材耗用量(liang),應(ying)在每噸鐵水(shui)耗用1~2公斤之(zhi)(zhi)(zhi)間,一(yi)個正常(chang)的(de)(de)(de)二氧化硅質干打料之(zhi)(zhi)(zhi)爐(lu)(lu)襯(chen),在使(shi)用后,應(ying)可清楚地(di)見(jian)到三(san)(san)層(ceng)結構: a.作(zuo)業(ye)層(ceng)表(biao)面,約(yue)占(zhan)(zhan)爐(lu)(lu)襯(chen)厚度(du)(du)的(de)(de)(de)三(san)(san)分之(zhi)(zhi)(zhi)一(yi),是(shi)所謂的(de)(de)(de)玻璃(li)質化的(de)(de)(de)表(biao)層(ceng)。 b.其次,約(yue)占(zhan)(zhan)爐(lu)(lu)襯(chen)厚度(du)(du)的(de)(de)(de)三(san)(san)分之(zhi)(zhi)(zhi)一(yi),是(shi)所謂的(de)(de)(de)堅硬(ying)的(de)(de)(de)燒(shao)結層(ceng)。 c.剩下(xia)的(de)(de)(de)另(ling)三(san)(san)分之(zhi)(zhi)(zhi)一(yi),靠近感應(ying)線圈的(de)(de)(de)部份(fen)(fen),則為粉(fen)狀(zhuang)的(de)(de)(de)不燒(shao)結層(ceng)。當然,不同之(zhi)(zhi)(zhi)保溫與絕熱的(de)(de)(de)設(she)計(ji),或多或少(shao)會改(gai)變此三(san)(san)層(ceng)之(zhi)(zhi)(zhi)厚薄分布;一(yi)般爐(lu)(lu)襯(chen)使(shi)用終(zhong)了(le)之(zhi)(zhi)(zhi)厚度(du)(du),大約(yue)是(shi)原始爐(lu)(lu)襯(chen)厚度(du)(du)之(zhi)(zhi)(zhi)40%。
A. 爐(lu)襯表(biao)面為(wei)光滑玻璃狀(zhuang),但有不均勻的熔蝕現(xian)象:
過量的燒結(jie)劑,所(suo)導致(zhi)爐襯(chen)快速之熔蝕;高流(liu)動性(xing)(xing);低粘(zhan)度(du)之爐渣;所(suo)導致(zhi)爐襯(chen)快速之熔蝕;或是偏堿性(xing)(xing)之爐渣,與(yu)酸性(xing)(xing)(二氧化硅)爐襯(chen)反應(ying),所(suo)導致(zhi)爐襯(chen)快速之熔蝕。其改善與(yu)防范(fan)對策為(wei):
1.首先再次(ci)使用同(tong)一產品,觀察并確(que)認同(tong)一現(xian)象之(zhi)產生;隨(sui)后,試用兩(liang)次(ci)含較低量燒結劑之(zhi)產品,觀察并確(que)認改善效果(guo);或再試用兩(liang)次(ci)含更(geng)低量燒結劑之(zhi)產品,觀察并確(que)認改善效果(guo)。
2.爐渣(zha)對耐(nai)材(cai)爐襯之熔蝕,有著直接(jie)且巨大的(de)影響;倘若使用者本(ben)身未小心,穩定及謹(jin)慎地管理(li)并控(kong)制爐渣(zha)的(de)含(han)量與成份,將很難了解(jie)并改善(shan)爐襯耐(nai)材(cai)之熔蝕。
3.若(ruo)是已(yi)確認是偏堿性(xing)之爐渣(zha),則應(ying)選用堿性(xing)(氧(yang)化鎂(mei)質)或中性(xing)(高氧(yang)化鋁質) 之爐襯(chen)材料。
B. 不均勻熔蝕,而且在使(shi)用末期,表(biao)面松散,似(si)無燒(shao)結層之現象:
可(ke)能是由于沒有作(zuo)好燒結(jie)(jie)(jie)作(zuo)業,或干打料(liao)本(ben)身的燒結(jie)(jie)(jie)劑不足,所導致的結(jie)(jie)(jie)果。其改善與(yu)防范對策為:
1.遵照(zhao)燒結(jie)作業(ye)(ye)標準,進行燒結(jie)作業(ye)(ye);或稍(shao)為加(jia)長燒結(jie)時間
2.選用(yong)較高燒(shao)結劑含量的干打料進行試驗,觀(guan)察并確認改善效果。
C. 底(di)部異常嚴重熔損:
可(ke)能是(shi)由于(yu)施工工藝不良,尤其(qi)(qi)是(shi)中(zhong);大型無心爐底部(bu)搗打不扎實;或是(shi)由于(yu)下料時的(de)沖擊與(yu)撞擊,所導致的(de)結果,其(qi)(qi)改(gai)善與(yu)防范對(dui)策為(wei):
1..好選用原(yuan)公司所推薦的(de)(de)施工(gong)(gong)震(zhen)動(dong)工(gong)(gong)具(高(gao)震(zhen)動(dong)頻率),可以減(jian)少施工(gong)(gong)工(gong)(gong)藝的(de)(de)缺失,縮短施工(gong)(gong)時程,提(ti)高(gao)爐襯密度(du),提(ti)高(gao)爐底的(de)(de)耐(nai)用性能。或是(shi)在正常爐底厚(hou)度(du)上,再(zai)加一層50~100mm厚(hou)之爐襯作為(wei)緩沖,用以敵擋巨大鐵塊之加料沖擊(ji)。
2.若是手工(gong)搗打(da)之施工(gong)工(gong)藝(yi)的作業情況的話,設法讓施工(gong)人員能進入爐(lu)內,或立于(yu)爐(lu)子上方(fang)進行(xing)搗打(da),務必將爐(lu)底打(da)實。
3.盡量避免大型(xing)鐵塊(kuai)及有(you)尖銳角(jiao)的鐵塊(kuai)加料(應事先予以(yi)切割),以(yi)免直(zhi)接傷及爐底。
4.若是上述措(cuo)施皆(jie)無法有效地(di)解決問題,極有可能是感應線(xian)圈(quan)的位置(zhi)過低(di),或爐底(di)部位的絕熱保溫(wen)過度(du)(du),造成爐底(di)過熱因而(er)加快熔蝕速(su)度(du)(du)。應與爐子設備(bei)公司討論(lun)并(bing)予以(yi)改善。
D. 底部(bu)及下錐部(bu)之異常嚴重熔損(象足形狀之熔蝕):
象(xiang)足或梨子形狀(zhuang)之(zhi)熔(rong)蝕現象(xiang),主要的(de)(de)反(fan)應機構為碳將二氧化(hua)硅質(zhi)爐(lu)襯還原之(zhi)化(hua)學反(fan)應,可由化(hua)學反(fan)應方程式SiO2+2C→Si+2CO來表示。造(zao)成此一(yi)現象(xiang)的(de)(de)主要原因為:殘留(liu)在(zai)無心(xin)爐(lu)內的(de)(de)鐵水(shui),經過(guo)長時間與過(guo)高溫(wen)度的(de)(de)保溫(wen),而(er)產生的(de)(de)化(hua)學反(fan)應所致。其(qi)改(gai)善(shan)與防范對策(ce)為:
1.嚴格管控鐵(tie)(tie)水(shui)之(zhi)液面(mian)高(gao)度。無論殘留(liu)鐵(tie)(tie)水(shui)液面(mian)之(zhi)高(gao)或低(di),一般每單(dan)位小時所熔化鐵(tie)(tie)水(shui)的(de)(de)速(su)率是(shi)相同(tong)的(de)(de);若能(neng)經常保持原始容積的(de)(de)66%以(yi)上之(zhi)液面(mian)高(gao)度,不但可(ke)節約(yue)化鐵(tie)(tie)的(de)(de)電能(neng)耗(hao)用,更可(ke)以(yi)有效地防止產(chan)生象足或梨子(zi)形狀之(zhi)熔蝕現象。至于大型鑄件之(zhi)生產(chan),盡量安排在周休停爐前,并將(jiang)鐵(tie)(tie)水(shui)出清(qing)。
2.若是在周(zhou)休停爐前(qian),并無(wu)大型鑄(zhu)件或澆包可承載鐵水時,可將鐵水倒出,制成(cheng)小(xiao)鐵塊,留至爾(er)后(hou)使用(yong)。千(qian)萬要(yao)注(zhu)意,低液面之鐵水,是很(hen)容易(yi)造成(cheng)過熱現象(xiang),因而產(chan)生(sheng)化學熔(rong)蝕之反應。
3.在(zai)日常操作中,若殘留(liu)鐵(tie)(tie)(tie)水(shui)液面較低時,應徐徐的(de)加入(ru)小(xiao)鐵(tie)(tie)(tie)塊(kuai),這些(xie)小(xiao)鐵(tie)(tie)(tie)塊(kuai)會很快(kuai)地沉(chen)入(ru)并熔化,鐵(tie)(tie)(tie)水(shui)液面即(ji)可提高。切(qie)忌加入(ru)大型(xing)鐵(tie)(tie)(tie)塊(kuai),它(ta)較不易熔化,當其沉(chen)入(ru)爐(lu)底(di)(di)時,反而會過(guo)快(kuai)的(de)提高爐(lu)底(di)(di)溫度,造成過(guo)熱之(zhi)現象。
E. 下錐部之(zhi)異常嚴重熔損:
由(you)于傾斜(xie)角度的(de)構造,在手工(gong)垂直搗打之施工(gong)工(gong)藝,下錐部斜(xie)坡部位,較不容易(yi)打實;因而在生產操作中,較易(yi)被(bei)損毀。其(qi)改善與防(fang)范對策為:
1.從設計結構上著手,盡可能不要采用(yong)有下錐(zhui)部之設計;直筒型略帶一點點斜度的爐襯,較無問(wen)題(ti)。采用(yong)本(ben)公司標準推(tui)薦的內模(mo)坩堝及震(zhen)動(dong)施(shi)工工具,乃(nai)是(shi).佳解決之道。
2.或是盡可能地(di)減緩其(qi)斜(xie)(xie)角坡度(20°左右),亦即(ji)拉長其(qi)斜(xie)(xie)線;此種(zhong)方(fang)法,雖然在操(cao)作(zuo)初期(qi)會減少化鐵容積,但不失為(wei)一種(zhong)解決的(de)辦法。
3.若(ruo)無(wu)法改變現(xian)有設計的狀(zhuang)況下時,只(zhi)有借助人力,一次(ci)較少的加料量,慢(man)慢(man)地將(jiang)下錐部(bu)打實了
F. 爐(lu)壁部(bu)位之(zhi)異(yi)常嚴重(zhong)熔(rong)損(sun):
若(ruo)在使用含有高(gao)鐵(tie)銹成(cheng)(cheng)(cheng)份及(ji)其(qi)它(ta)(ta)氧(yang)(yang)(yang)化(hua)鐵(tie)成(cheng)(cheng)(cheng)份之鐵(tie)塊(kuai)的(de)操作條件下,其(qi)中的(de)一氧(yang)(yang)(yang)化(hua)鐵(tie)(F e O)很容易(yi)與(yu)二氧(yang)(yang)(yang)化(hua)硅(gui)質(SiO2)爐(lu)襯起反應,生成(cheng)(cheng)(cheng)低(di)熔(rong)點(dian)(1205℃)之F a y a l i t e (2FeO˙SiO2)礦(kuang)物相,進而造成(cheng)(cheng)(cheng)二氧(yang)(yang)(yang)化(hua)硅(gui)質(SiO2)爐(lu)襯之快速熔(rong)蝕(shi)反應。.好應盡可(ke)能地避(bi)(bi)免使用含有高(gao)鐵(tie)銹成(cheng)(cheng)(cheng)份及(ji)其(qi)它(ta)(ta)氧(yang)(yang)(yang)化(hua)鐵(tie)成(cheng)(cheng)(cheng)份之鐵(tie)塊(kuai),但(dan)若(ruo)其(qi)不可(ke)避(bi)(bi)免時,其(qi)改(gai)善與(yu)防范對策為:
1.盡(jin)可(ke)能保持較(jiao)(jiao)高(gao)(gao)(gao)的(de)(de)鐵水(shui)液面高(gao)(gao)(gao)度,用(yong)以(yi)避免較(jiao)(jiao)高(gao)(gao)(gao)化鐵之輸出(chu)功率,防止過(guo)高(gao)(gao)(gao)溫的(de)(de)操(cao)作溫度。
2.盡快地(di)將含有高(gao)鐵銹成份及其(qi)它(ta)氧化鐵成份之(zhi)鐵塊熔化,必(bi)要(yao)時予以攪拌;切忌**的(de)操作(zuo)溫度(du)。
3.盡快(kuai)而經常地(di)(di)除(chu)渣,務使(shi)鐵銹能(neng)快(kuai)速地(di)(di)熔(rong)入鐵水
4..好采用緩(huan)慢而固定的加料速度;若是采用一次性投料方式的話,在后面加一鐵塊。維持爐浴溫度,保持在1400℃以下之操(cao)作(zuo)條件。
5.添加冶(ye)金級的(de)(de)(de)碳化硅(gui)(gui)(gui)(gui)(S i C),其具(ju)有(you)增碳及(ji)(ji)增硅(gui)(gui)(gui)(gui)的(de)(de)(de)效用,亦是相當有(you)效的(de)(de)(de)解(jie)(jie)決方式。在(zai)添加鐵(tie)銹料之(zhi)同(tong)時(shi)(shi),加入(ru)適量(liang)的(de)(de)(de)碳化硅(gui)(gui)(gui)(gui),保持在(zai)1400℃以下(xia)之(zhi)操(cao)作條件;在(zai)12 ~15分鐘內,碳化硅(gui)(gui)(gui)(gui)會分解(jie)(jie)為(wei)碳及(ji)(ji)硅(gui)(gui)(gui)(gui),而將(jiang)鐵(tie)銹的(de)(de)(de)一(yi)氧化鐵(tie)還(huan)原為(wei)鐵(tie),防止生(sheng)成低熔點(1205℃)之(zhi)F a y a l i t e (2FeO˙SiO2)礦(kuang)物相,進而**爐襯不被熔蝕。在(zai)很多實爐經驗(yan)中(zhong)顯(xian)示,當有(you)添加碳化硅(gui)(gui)(gui)(gui)的(de)(de)(de)操(cao)作條件下(xia),其爐襯壽命(ming)得以相當明(ming)顯(xian)的(de)(de)(de)改(gai)善(shan);可(ke)以用下(xia)列(lie)的(de)(de)(de)反(fan)應(ying)方程式,來加以解(jie)(jie)釋: 在(zai)1400℃以下(xia)時(shi)(shi),應(ying)避免F a y a l i t e之(zhi)生(sheng)成:SiO2+2FeO→2FeO˙SiO2 在(zai)1400℃以上時(shi)(shi),首(shou)先碳化硅(gui)(gui)(gui)(gui)分解(jie)(jie)為(wei)碳及(ji)(ji)硅(gui)(gui)(gui)(gui):S i C → S i + C之(zhi)后,碳及(ji)(ji)硅(gui)(gui)(gui)(gui)將(jiang)一(yi)氧化鐵(tie)還(huan)原:Si+2FeO→SiO2+2Fe C +Fe O→F e +C O
部份(fen)(fen)之(zhi)(zhi)硅(gui)會奪取鐵水(shui)中的(de)氧(yang),形成二氧(yang)化硅(gui): Si+O2→SiO2(防止耐(nai)材爐(lu)襯(chen)中的(de)二氧(yang)化硅(gui)被熔蝕)而(er)部份(fen)(fen)之(zhi)(zhi)碳會將(jiang)二氧(yang)化硅(gui)還原(yuan),提(ti)供新的(de)硅(gui), 再(zai)將(jiang)一氧(yang)化鐵還原(yuan):
G. 爐壁上方(fang)部位之(zhi)異常嚴重(zhong)熔(rong)損:
爐(lu)壁上方部(bu)(bu)位之異常嚴重(zhong)熔(rong)損(sun)現象(xiang),可分為(wei)渣線(xian)(xian)部(bu)(bu)位與感應線(xian)(xian)圈以上之部(bu)(bu)位。渣線(xian)(xian)部(bu)(bu)位之熔(rong)損(sun)現象(xiang),主要地是由于爐(lu)渣之侵蝕反應所造成的(de);而感應線(xian)(xian)圈以上之部(bu)(bu)位的(de)損(sun)壞,主要是因溫(wen)度(du)(du)較低,不(bu)易形成燒(shao)結層,機械強度(du)(du)不(bu)足,無法抵(di)抗機械性(xing)的(de)損(sun)傷。其改善與防范對策為(wei):
1.在(zai)熔解操作過程(cheng)中(zhong),設法上(shang);下調整鐵水(shui)面(mian)之高度位(wei)置,擴(kuo)大渣(zha)線上(shang);下部位(wei)之距離,藉此(ci)分散熔蝕(shi)部位(wei),達到平均熔損的效(xiao)果。
2.或是(shi)在渣線部位(wei),選用較**的(de)材料,達成整體爐襯平均熔蝕(shi)的(de)效果。
3.在感應(ying)線圈以上之(zhi)部位,選用(yong)含(han)較高燒(shao)結劑之(zhi)產品,以利燒(shao)結。
4.采用(yong)小塊加(jia)料,或利用(yong)漏斗型加(jia)料裝置,避免大塊加(jia)料的(de)撞擊。
5.定期補修。
四.爐(lu)襯呈現不同(tong)色(se)澤或脫色(se)現象(xiang)之探討
A. 整體爐(lu)襯呈現淡粉紅色(se):
是由于天(tian)然原料中,所含(han)有(you)的微量原素而呈(cheng)現(xian)之淡粉紅(hong)色(se)澤(ze)。并無任何(he)不(bu)當與害處,不(bu)會有(you)任何(he)不(bu)良(liang)的影(ying)響,不(bu)必(bi)擔心。
B. 整(zheng)體爐襯呈現淺灰(hui)色:
與上述原因相(xiang)(xiang)同;或是(shi)可能由于添加含有(you)(you)過多的鐵銹,因而產生Fayalite(2FeO˙SiO2)礦物(wu)相(xiang)(xiang),倘(tang)若此時有(you)(you)發生較快之熔蝕(shi)速(su)率,則應采取下列改善措施:
使用(yong)不含(han)鐵銹之(zhi)干凈鐵塊(kuai)加(jia)料(liao)。或(huo)是依照(zhao)熔蝕的程度(du),適量地添加(jia)碳化硅(gui)(S i C)與硅(gui)鐵(F e S i),用(yong)以還原(yuan)一氧化鐵,減緩(huan)爐襯之(zhi)熔蝕。
C. 部(bu)份爐襯厚度呈現深黑色或有金屬(shu)光澤:
可能是由于鐵水滲透之故,其防范與改善措施(shi)。
D. 拆爐(lu)后(hou),在整體爐(lu)襯中,可(ke)見到有很多黑色班點的現象
此乃(nai)由于(yu)鐵水(shui)之(zhi)(zhi)氧化與還原反應時(shi)(shi),所(suo)產(chan)(chan)生的(de)一氧化碳(CO)氣(qi)體,滲入并積存(cun)在耐材爐襯(chen)之(zhi)(zhi)氣(qi)孔中,所(suo)產(chan)(chan)生的(de)碳積長的(de)現象(xiang);若碳積長的(de)現象(xiang)過于(yu)嚴重時(shi)(shi),會導致(zhi)爐襯(chen)導電并產(chan)(chan)生電弧之(zhi)(zhi)不良后(hou)果。其(qi)防范與改善措施為:
1.盡(jin)量避免在出(chu)鐵水(shui)時,過(guo)高溫(wen)度(過(guo)熱)及過(guo)長之保(bao)溫(wen)作業;否則鐵水(shui)中(zhong)的碳(tan)成(cheng)份會(hui)開始與爐襯起(qi)反應,而(er)生成(cheng)一氧化碳(tan)(CO)氣體(ti)。 (詳見本文三˙F之介紹(shao))
2.正確(que)的施工(gong)筑爐工(gong)藝,降低耐材爐襯的氣孔,減少施工(gong)不密實的爐襯部位。
3.嚴格(ge)管控添加料的碳成(cheng)份。
五.爐襯的異常磨損(sun)現(xian)象之產(chan)生與防止對策
A. 帶狀溝槽式之磨損現象(xiang),尤其是在內模垂(chui)直或水平(ping)的接合處,與下錐部:
在使用鐵模(mo)坩堝作(zuo)預熱(re)燒(shao)結時,由(you)于接縫焊接點(dian)較厚,容易(yi)產(chan)生高熱(re)點(dian),造成(cheng)(cheng)沿著焊接點(dian)爐襯受到過高的(de)溫(wen)度所(suo)致;在下錐部之內模(mo)較難制(zhi)作(zuo),造成(cheng)(cheng)不(bu)(bu)平(ping)順(shun)或有凹(ao)凸(tu)不(bu)(bu)平(ping)的(de)現(xian)象所(suo)致;其(qi)防范(fan)與改善措施為:
1.將(jiang)鐵模坩堝的焊接點(dian)部(bu)位磨平。
2.修整下錐(zhui)部的鐵(tie)模坩堝(guo)。
可能的原因為局部性的水份集(ji)中(zhong)于此,無法有效地在烘烤過程中(zhong)被排除(chu);或是在打爐時,有異物(wu)(渣塊或不潔(jie)物(wu))參入,未(wei)被移除(chu)所致。其防范與改善措施為:
1.注意(yi)鐵模(mo)坩堝之(zhi)(zhi)排氣孔洞之(zhi)(zhi)設置,檢查絕熱層之(zhi)(zhi)設計(ji)。
另外,若有更新線圈膠泥或安全背襯時,是(shi)否有預(yu)先烘(hong)烤過。
2.注意(yi)在打爐過(guo)程中(zhong),異物(wu)(渣塊(kuai)或不潔物(wu))之移(yi)除(chu)。
C. 在同一水平(ping)而呈現不規則程度之磨損:
較常(chang)見(jian)于大型無心爐(lu)(lu)之(zhi)(zhi)(zhi)底部(bu)與下錐部(bu)的位(wei)置(zhi),有超過90°之(zhi)(zhi)(zhi)不規(gui)則機械磨(mo)損之(zhi)(zhi)(zhi)現象。可能發(fa)生原因為(wei):在(zai)打爐(lu)(lu)時(shi),異(yi)物或不潔物及粉塵掉落至爐(lu)(lu)襯(chen);或是鐵(tie)模坩堝之(zhi)(zhi)(zhi)下錐部(bu),并未放置(zhi)妥當,造成爐(lu)(lu)襯(chen)厚度不均,而在(zai)燒(shao)結及操作(zuo)過程(cheng)中,產生熱(re)點所(suo)致,其(qi)防范與改善(shan)措施為(wei):
1.在(zai)未(wei)放置鐵模坩堝前(qian),應使用壓縮空氣清理,并(bing)需加蓋(gai),防止異物(wu)(wu)或(huo)不潔(jie)物(wu)(wu)及粉塵掉落;注(zhu)意(yi)在(zai)打(da)爐過程中,異物(wu)(wu)(渣塊或(huo)不潔(jie)物(wu)(wu))之移除。
2.即使在放置鐵模坩堝時(shi),能(neng)正確地擺放,仍應設(she)法確認下錐部與起始塊的間距,是否對稱均勻。
3.正(zheng)確(que)地固著鐵模坩(gan)(gan)堝,務使(shi)在打爐(lu)時,鐵模坩(gan)(gan)堝不會移(yi)動
D. 整(zheng)體爐襯呈現不規則程度之磨(mo)損(sun):
此種(zhong)現象可以歸納為粒(li)度偏(pian)析現象,產品本身(shen)經過搬運后(hou);或不正確的(de)加料方式;及(ji)不正確的(de)施(shi)工工藝所(suo)致;烘烤(kao)時之(zhi)水(shui)氣(qi)剝落(luo)現象,產品本身(shen)含較高之(zhi)殘(can)水(shui)份,或是材料開包后(hou)未能實時使用,或是施(shi)工搗打后(hou)未能即使烘烤(kao),爐襯吸收(shou)大氣(qi)中的(de)濕氣(qi)所(suo)致;在打爐時;異物(wu)或不潔(jie)物(wu)及(ji)粉塵掉落(luo)至(zhi)爐襯。其(qi)防(fang)范與改善措(cuo)施(shi)為:
1.目(mu)前產品本身干打料之特殊包裝(zhuang)形態(tai),能有(you)效地防(fang)(fang)止因運搬而產生的(de)粒(li)度偏(pian)析,及(ji)完全防(fang)(fang)潮;并且產品的(de)殘(can)水(shui)份,一般(ban)都(dou)管控在0.3%以下,可放心使用。
2.依(yi)照制品指示,干打料(liao)必須(xu)儲存(cun)于(yu)室內(nei),防(fang)止陽光直射,防(fang)潮(chao)及恒溫之條件;并且要防(fang)止其它粉(fen)塵之污染(ran)(加一(yi)層(ceng)塑料(liao)膜(mo)遮蓋(gai))。
3.材料(liao)一(yi)經(jing)開包(bao)即需立(li)即使(shi)用,以防止吸收(shou)大氣中的(de)水(shui)份,尤其是在潮濕高溫的(de)夏(xia)季。
4.在(zai)使用(yong)干打料(liao)前,使用(yong)壓縮空氣清理作業場所;無心爐施工模具與機具;以(yi)及(ji)干打料(liao)之外包裝,去除粉(fen)塵(chen)及(ji)異物。
5.正確的加料與適當的施工工具及(ji)確實的打爐工藝,請參照本文(一)。
6.在打完(wan)爐底或(huo)爐壁后,未能(neng)立即烘烤之前,應鋪設塑料膜以防止(zhi)吸收大氣(qi)中(zhong)的水份。
六.金屬滲(shen)透及穿透的現象之產(chan)生(sheng)與防(fang)止對策
A. 魚(yu)翅(chi)狀之滲/穿透(tou)現象:
造成此現象之主(zhu)要(yao)原因為,鐵(tie)水滲入爐襯的(de)(de)(de)裂(lie)(lie)隙所致;而產生(sheng)爐襯裂(lie)(lie)隙的(de)(de)(de)主(zhu)要(yao)原因為,過(guo)快的(de)(de)(de)升溫;不當的(de)(de)(de)冷(leng)卻及水氣所產生(sheng)的(de)(de)(de)裂(lie)(lie)隙,其防范與改善措施為:
1.請參(can)閱本文(一(yi))中,開裂之防止對(dui)策。
2.長期(qi)使用(yong)下,爐襯之冷卻(que)開裂是無法避免的;在(zai)二氧化硅質地之爐襯,再次升溫700℃左右(you),若給予足(zu)夠的時(shi)間,由于其膨漲(zhang)特(te)性,開裂會逐漸密合(he)。因此在(zai)放冷之前必先將鐵水出清;再次升溫時(shi)要緩(huan)慢,待開裂會逐漸密合(he)后,即可正(zheng)常(chang)燒結與(yu)操作(zuo)。
B. 在爐(lu)襯一定(ding)深度有(you)金屬滲入或(huo)一層深色(se)層之(zhi)現(xian)象(xiang):
這種現象.常見于在同(tong)一爐襯中,熔化不同(tong)成(cheng)份之(zhi)鋼或(huo)鐵水;由于需求不同(tong)的操(cao)作溫度(du)(du),而(er)鋼或(huo)鐵水亦有不同(tong)程(cheng)度(du)(du)的粘性與滲透能力(li);在較高之(zhi)操(cao)作溫度(du)(du)下,鋼或(huo)鐵水即迅速地滲透入耐材爐襯,其防范與改善措施(shi)為:
1.盡(jin)量避(bi)免如何操作方式。
2.若(ruo)必須如(ru)此,可(ke)先(xian)集中生(sheng)(sheng)產較高溫的品種,爾(er)后(hou)再生(sheng)(sheng)產較低(di)溫度的品種,即可(ke)減少此現象之產生(sheng)(sheng)。切忌(ji),合(he)高;低(di)溫度之操作(zuo)。
C. 爐襯局部(bu)位置有不純異物侵入的現象:
造成此現象之主要原因為,在打(da)爐時的不小心,未能將異物取(qu)出而(er)打(da)入(ru)爐襯中;或(huo)局部地區打(da)的不扎實,而(er)被(bei)鐵水侵入(ru)所致,其防范與改善(shan)措施(shi)為:
1.確實(shi)遵(zun)照規定(ding),實(shi)行清(qing)理工(gong)作;打爐時,若發現異物(wu),應(ying)予以(yi)取出。施工(gong)人員之衣著.好不要有口(kou)袋,以(yi)免(mian)口(kou)袋中的香煙;打火機;零錢;筆(bi)或其它雜物(wu)掉落(luo)于干(gan)打料中。
2.另外,若旁邊還有(you)另一臺無心爐正在作業(ye)中時,應(ying)在中間(jian)架設隔離網,防止(zhi)火(huo)花及其它異(yi)物(wu)噴掉過來。
3.正確的加料方(fang)式,與適當(dang)的施工(gong)工(gong)具(ju)及確實(shi)的打(da)爐工(gong)藝,請(qing)參(can)照本文(一)。
七.積渣或掛渣現(xian)象之產生與防止(zhi)對策
確認掛渣(zha)(zha)之產生原因,必(bi)要(yao)時采(cai)取樣(yang)品作化學分析(xi)及顯(xian)微(wei)組織(zhi)與礦物相分析(xi),防止積渣(zha)(zha)要(yao)比(bi)去(qu)除掛渣(zha)(zha)容易。但若使用助熔(rong)劑的話,可(ke)能會(hui)損傷(shang)耐材爐(lu)襯(chen),加快爐(lu)襯(chen)之熔(rong)蝕反應若在(zai)低(di)鐵水(shui)液面除渣(zha)(zha)不易的話,可(ke)將鐵水(shui)出清,在(zai)澆包中作除渣(zha)(zha)。
A. 低熔點(dian)渣之生成(cheng)與積附現象:
主(zhu)要是由于操(cao)作溫度(du)較低,低熔點(dian)渣(zha)(Si+O2→SiO2)之(zhi)粘度(du)增加而積(ji)掛(gua)的(de)現象(xiang),其防范與改善措施為(wei):
1.偶而提高熔化(hua)溫度,將積渣熔化(hua)。
2.偶而(er)提(ti)高鐵(tie)水液面高度,將積渣(zha)熔(rong)化。
3.加蓋(gai),減(jian)少表面(mian)溫度(du)散失,將積(ji)渣熔化。
4.經(jing)常上下調整鐵水液面(mian)高度(du),防止單一部位之渣線(xian)熔蝕
B. 高熔(rong)點渣之生成與積附現象:
二氧化(hua)硅(gui)質(zhi)成份之(zhi)爐渣積附反應(ying),是由于在(zai)1400℃之(zhi)左右,硅(gui)與高鐵(tie)繡之(zhi)一氧化(hua)鐵(tie)反應(ying)而生成的,其(qi)化(hua)學反應(ying)方程式(shi)為:2FeO+Si→2Fe+SiO2。其(qi)特點為,在(zai)爐渣取樣分析(xi)中,可(ke)發現(xian)高含量的SiO2及FeO。
回收(shou)鑄件(jian)未預先作清(qing)理(li),其中所夾(jia)帶的(de)鑄造砂(sha),所產(chan)生高熔點之模來(lai)(lai)石質(3Al2O3˙2SiO2)或刺針狀的(de)氧化鋁(Al2O3)礦物渣(zha)(zha)的(de)積附(fu)現象(xiang)。其特點為,在爐渣(zha)(zha)取樣分析中,可發現高含量的(de)模來(lai)(lai)石與(yu)氧化鋁;或在堿(jian)性(xing)(xing)制程中,誤選酸性(xing)(xing)(SiO2)爐襯材料,防(fang)范與(yu)改善(shan)措(cuo)施為:
1.回收鑄(zhu)件必須預先清理干凈,要將鑄(zhu)造(zao)砂去除干凈。
2.使用干凈的鐵(tie)塊,避免使用含(han)(han)高量鐵(tie)銹;泥(ni)沙;及含(han)(han)有高鋁礦(kuang)物(wu)之鐵(tie)塊。
3.保(bao)持(chi)在稍高(gao)于1400℃左右之爐浴操作溫度,不(bu)可過高(gao),以(yi)防止F a y a l i t e高(gao)蝕性(xing)爐渣之生成。(2FeO+ SiO2→2FeO˙SiO2)
4.添加碳化(hua)硅(S i C),參(can)閱本文(三˙F)。此(ci)外,碳化(hua)硅與一(yi)氧化(hua)鐵之化(hua)學反(fan)應(ying),會(hui)產生放熱現(xian)象,提供部份有效而(er)**的(de)熱源,有助于局部提熱的(de)好處(chu),其(qi)反(fan)應(ying)方程式(shi)為:
SiC+3FeO→3Fe+SiO2+CO+4430 kcal / kg
5.盡量避(bi)免選用含有鋁金屬成份之硅鐵(tie),改用冶(ye)金級的碳化硅。
6.在堿性的(de)(de)作業(ye)環境下(xia),要選用中性(3Al2O3)或(huo)者堿性(M g O)的(de)(de)作業(ye)爐襯;雖然(ran)單價較(jiao)高,但是對(dui)癥下(xia)藥(yao),而且會有較(jiao)低的(de)(de)操作成本。
7.在(zai)堿性的(de)作業(ye)環(huan)境下,若是選(xuan)用(yong)酸性(SiO2)的(de)作業(ye)爐襯,則必須忍受較(jiao)短的(de)使用(yong)壽命。若是有積渣(zha)的(de)現象,可加(jia)一些碎玻璃,降低爐渣(zha)的(de)熔點。
八.電相不(bu)平衡或過高(gao)電流現象之產生(sheng)與防止(zhi)對策
在耐材爐襯(chen)使用末期時,50%以上之(zhi)爐襯(chen)厚度(du)被(bei)熔蝕后,所發生電相(xiang)不平衡或過高電流(liu)現象,是屬正常;反之(zhi)則為(wei)異常,須(xu)加以探討。
A. 出(chu)現在初次燒結過程中:若是(shi)安全(quan)背襯(chen)或(huo)是(shi)線圈(quan)膠泥未(wei)經適當(dang)的烘烤(kao),或(huo)者(zhe)干打料爐襯(chen)之(zhi)水氣(qi)未(wei)能(neng)有效排除,所造成(cheng)水氣(qi)導(dao)電的現象,其防范(fan)與改(gai)善措施為:
1.預先將安全背(bei)襯(chen)或是線圈膠泥適當的(de)烘烤。
2.在(zai)95℃的溫(wen)(wen)度下,保(bao)溫(wen)(wen)較(jiao)長的時(shi)間;以(yi)每公分(fen)之(zhi)爐襯厚為單位計算,.少每公分(fen)需(xu)要(yao)保(bao)持十五分(fen)鐘(zhong)以(yi)上;再(zai)緩慢地升(sheng)溫(wen)(wen)至700℃,再(zai)次保(bao)溫(wen)(wen)。
B. 在停爐空冷(leng)后,再次(ci)**時:
由于收縮開裂,是鐵水滲入所致(zhi),其防范(fan)與改(gai)善措施為,
1.盡量采取**,不間斷的連(lian)續生產操(cao)作。
2.要停止生產時,也應(ying)避(bi)免放空冷,參照本文(一˙ A)之(zhi)說明(ming)
3.若必須(xu)要空冷(leng)下來時(shi),也應避免急速冷(leng)卻,切(qie)忌使用風扇(shan)吹(chui)冷(leng)。當再(zai)次(ci)**時(shi),緩(huan)慢地升溫至700℃,再(zai)次(ci)保溫較(jiao)長的時(shi)間,待裂隙密合(he)后,再(zai)進行升溫操作。
C. 在電力中斷后,再次**時:
因(yin)無冷(leng)卻(que)效應,鐵水滲入耐(nai)材爐襯;或(huo)是再**時(shi),冷(leng)卻(que)水之干(gan)擾與流量不足所致,其防范與改善措施為:
1.設置(zhi)備份的冷(leng)卻裝(zhuang)置(zhi),**在跳電的狀(zhuang)況下,能立即切換使用。
2.盡量(liang)減短(duan)停止送電的(de)時間。
D. 出(chu)現(xian)在(zai)停爐(lu)補修(xiu)爐(lu)襯后,再次(ci)啟用的過(guo)程中(zhong):
.有(you)(you)可能是因為未先將(jiang)附著于爐(lu)襯(chen)(chen)表面(mian)之(zhi)金(jin)屬去(qu)除(chu)干凈,造成(cheng)金(jin)屬存在新舊爐(lu)襯(chen)(chen)之(zhi)間(jian);再次送電(dian)時,有(you)(you)局部過熱,甚至(zhi)開裂之(zhi)現象產生,其(qi)防范與改善措施為:
1.要**鐵水(shui)之出清,爐內(nei)并(bing)無任何(he)殘渣(zha)與殘留(liu)鐵水(shui)積(ji)附在爐襯(chen)表面(mian),再進(jin)行熱修補。
2.若(ruo)是進行冷間修(xiu)補時,更要詳細檢查爐襯表面及裂隙中,并(bing)無任(ren)何殘渣與殘留鐵(tie)水(shui)積附;若(ruo)有發現,必須予(yu)以清(qing)除干凈(jing)后,再進行修(xiu)補。
九(jiu).干式(shi)震動搗打料之異(yi)常現象判斷與(yu)處置(zhi)
A. 顆粒(li)偏(pian)析與粒(li)度(du)異常現象:
目前各公司產(chan)品(pin)干打料之(zhi)特(te)殊包裝(zhuang)形(xing)態,都能(neng)有效地(di)防止因運搬而產(chan)生的(de)粒度偏(pian)析,基本上(shang)應無此問題;有可能(neng)是采樣方式不正確,而導致(zhi)的(de)異常(chang)結(jie)果;建議處(chu)置程序(xu):
1.依照不同工業標準,正確地(di)采集樣(yang)本,詳(xiang)細記(ji)載(zai)產(chan)品(pin)品(pin)名;生(sheng)產(chan)批號;外(wai)觀狀況;取樣(yang)部位(wei)與(yu)采樣(yang)方(fang)式(shi);并以(yi)四分(fen)法(fa)分(fen)配後;一(yi)半現地(di)測試(shi)(shi);另一(yi)半則委外(wai)測試(shi)(shi),作核(he)對。
2.詳細追蹤材料使(shi)(shi)用量(liang)與(yu)使(shi)(shi)用壽命(ming)或(huo)其(qi)它異常之處。
B. 二氧(yang)化硅含量過(guo)低(di)時(shi)之處(chu)置:
若使用較低(di)檔次的原(yuan)料(liao),當然產(chan)品(pin)會(hui)有(you)較低(di)的二氧化(hua)硅含量。建議**式:
二氧化(hua)硅含量較低,會(hui)直(zhi)接(jie)影響(xiang)其(qi)物理與(yu)化(hua)學性(xing)能,使(shi)用(yong)壽(shou)(shou)命可能會(hui)較低;在使(shi)用(yong)時,要小心謹(jin)慎地觀(guan)察熔蝕狀況若沒有信心的話可以使(shi)用(yong)在感應線圈以上,不與(yu)鐵水及熔渣(zha)直(zhi)接(jie)接(jie)觸(chu)之(zhi)部位,不會(hui)影響(xiang)整(zheng)體爐襯之(zhi)使(shi)用(yong)壽(shou)(shou)命。
C. 發現(xian)不純物時(shi)之處置(zhi):
有可能是在(zai)生產過程(cheng)中(zhong)遭受污染(ran),或是在(zai)搬運及儲存中(zhong)受污染(ran),或是在(zai)開包打爐時未小心處理而遭受污染(ran)。其防范(fan)與改善(shan)措施為:
依照搬運;儲存;開包及打爐指示(shi)規定(ding),防(fang)止(zhi)外界之污染(ran);若(ruo)在打爐時(shi)有發(fa)現(xian)異物,應隨即(ji)取出。若(ruo)確定(ding)在開包時(shi),發(fa)現(xian)異物源自(zi)產品時(shi),應詳(xiang)細記載(zai)生產批(pi)號及保留原(yuan)包裝(zhuang)樣本(ben),連絡供應商人員處置,并仔(zi)細觀察其它(ta)包裝(zhuang)是否有同樣情(qing)況發(fa)生。
十(shi).使用壽命不穩定現象(xiang)之產生與防止對(dui)策
不穩(wen)定(ding)的使用壽(shou)命(ming)(ming)或(huo)使用壽(shou)命(ming)(ming)突然(ran)降低之現(xian)象(xiang),可能(neng)發(fa)生原(yuan)因(yin)是(shi)極不容(rong)易去解釋的;必須要詳細(xi)地核察并比較過(guo)去的使用操作記(ji)錄;才有可能(neng)找出原(yuan)因(yin),然(ran)后(hou)才可能(neng)尋改(gai)善對策。
在材料及打爐工藝沒有(you)問(wen)題的(de)(de)(de)狀況下(xia),80%以(yi)上的(de)(de)(de)發(fa)生機率,是源自(zi)操(cao)作(zuo)(zuo)上的(de)(de)(de)小改變所造成的(de)(de)(de);而(er)此(ci)種小改變;卻經常地被操(cao)作(zuo)(zuo)人員(yuan)所忽視。詳細記載過往的(de)(de)(de)操(cao)作(zuo)(zuo)記錄,是十分必要(yao)而(er)且重要(yao)的(de)(de)(de)。當你在面對并(bing)解(jie)決這(zhe)類問(wen)題時,應(ying)遵從(cong)以(yi)下(xia)之(zhi)步(bu)驟:
1.保持冷靜才能清楚(chu)地找到(dao)問題征結(jie),及(ji)補救或改善措施(shi)
2.詳(xiang)細(xi)記(ji)載發生之(zhi)前因后果,詳(xiang)細(xi)地核察并比較過去(qu)的(de)使用操作記(ji)錄。
3.現場實地的(de)觀察,采(cai)訪與樣本(ben)搜集,務必(bi)(bi)得到..手消息及數據;道聽途說之言,必(bi)(bi)經查證后再作記錄。
4.采取(qu)數學(xue)邏(luo)輯(ji)之歸納(na)演(yan)變方法,找出相關因素,加以分析
5.每(mei)次只(zhi)改變(bian)一個變(bian)量的(de)改善方法,以便確(que)實找出原因與正確(que)的(de)措施(shi)。
問(wen)題與解(jie)決(jue)對策檢查(cha)參照表
1.是否(fou)為單一突發事件(jian)?小心(xin)而確實地重復每(mei)一步驟與過程,觀察并(bing)記載發生的(de)現(xian)象(xiang),用(yong)以確認發生的(de)可能(neng)原因。
2.如果是(shi)可重復發生(sheng)的現(xian)象,是(shi)否只發生(sheng)在同(tong)一(yi)個(ge)無心爐,而其(qi)它(ta)爐子并(bing)無此(ci)一(yi)現(xian)象的話,則有(you)(you)可能是(shi)由(you)于人(ren)為疏忽所致;此(ci)時(shi)(shi)應(ying)注(zhu)意人(ren)員之(zhi)(zhi)(zhi)管理,尤其(qi)是(shi)在打爐時(shi)(shi),要(yao)特(te) 別注(zhu)意清潔工作。若是(shi)可在數個(ge)爐子中發生(sheng)的話,則必須詳細地核察(cha)并(bing)比(bi) 較(jiao)這幾(ji)個(ge)爐子的過去使(shi)用(yong)操作記錄,設法找出共同(tong)點(dian),再(zai)加(jia)以交叉分析比(bi)較(jiao);例如:水冷卻系統的檢修使(shi)用(yong)情況,所使(shi)用(yong)的鐵塊種類與(yu)成(cheng)(cheng)份(fen),及添加(jia)劑(ji)之(zhi)(zhi)(zhi)種類;加(jia)入(ru)量與(yu)成(cheng)(cheng)份(fen)等。有(you)(you)時(shi)(shi)候,需(xu)注(zhu)意改善措施會產生(sheng)另(ling)外的后果; 如:增碳會產生(sheng)過熱熔蝕,提(ti)高輸出電壓會產生(sheng)強烈攪拌之(zhi)(zhi)(zhi)效(xiao)應(ying),提(ti)高爐襯機械性的損耗(hao)等
3.也許是(shi)干打料(liao)產(chan)品(pin)本身,使用(yong)新的原料(liao)所致;詳(xiang)細記載使用(yong)產(chan)品(pin)之生產(chan)批號(hao),以利追蹤生產(chan)產(chan)品(pin)之異(yi)變。
4.檢查庫存品(pin)之(zhi)生產(chan)批號,確實作(zuo)到(dao)先(xian)到(dao)先(xian)用的(de)管理(li)原則,并確認產(chan)品(pin)之(zhi)性能指針;若有必要,應(ying)更換新(xin)產(chan)品(pin)。
5.詳細監督(du)并記錄(lu)打爐工藝,材料(liao)使用(yong)量,烘烤工藝,鐵(tie)模坩(gan)堝之架設,施工工具及打爐過程(cheng),及升溫燒結作業;若(ruo)發(fa)現(xian)有異,則必須告之使用(yong)客戶。
6.在(zai)100℃之(zhi)水氣烘干,與(yu)800℃之(zhi)保溫作業的(de)升(sheng)溫速(su)率(lv)與(yu)時程為(wei)何(he),是否有遵照指示或與(yu)過往之(zhi)操作有何(he)不同,是否有升(sheng)溫記錄可(ke)供追查。
7.在燒結操作時,爐浴高度的(de)建立(li)是(shi)(shi)否(fou)夠(gou)快,燒結溫(wen)度與時間是(shi)(shi)否(fou)足夠(gou),是(shi)(shi)否(fou)有升溫(wen)記錄可(ke)供(gong)追查。可(ke)有其它的(de)熱電偶或塞格錐,作溫(wen)度的(de)覆察。
8.新爐(lu)襯的(de).終(zhong)使(shi)用壽命,受(shou)到(dao).初(chu)四天(tian)的(de)操作(zuo)情況影(ying)響(xiang)甚巨;個人建議,前(qian)四天(tian).好(hao)保持(chi)不間(jian)斷的(de)操作(zuo),并保持(chi)鐵(tie)水液面在66至80%的(de)條(tiao)件;此時爐(lu)襯可形成良(liang)好(hao)的(de)燒(shao)結層(ceng),若(ruo)其間(jian)必(bi)須(xu)停爐(lu),800℃之保溫作(zuo)業,是必(bi)要的(de)。相反地,若(ruo)在初(chu)期無法作(zuo)到(dao)上述(shu)條(tiao)件,可能會(hui)影(ying)響(xiang)爐(lu)襯的(de)使(shi)用壽命。
9.初期階段.好使用干(gan)凈的鐵(tie)塊(kuai),并生產(chan)單一類之(zhi)產(chan)品。
10.之后,再回復正常生產(chan)操作。原則上,要(yao)使用干凈的鐵,塊(kuai)有助于爐(lu)襯(chen)壽命(ming)之延長。
11.注意并記載生產操(cao)作之延誤(wu)與耽擱(ge),如鐵(tie)(tie)水成份分析(xi);成份或合金之調(diao)整(zheng);澆包來不及倒鐵(tie)(tie)水等;會延長鐵(tie)(tie)水在爐內保持(chi)的時間(jian);及造成鐵(tie)(tie)水過熱(re)熔蝕爐襯的后果
12.詳細(xi)觀(guan)察并(bing)記載所(suo)添加之添加劑的種類,數量與成份(fen),并(bing)分析爐渣的成份(fen)與改變,有助于了解(jie)爐襯之熔蝕損壞機構(gou)。
13.詳(xiang)細地核察并(bing)比較(jiao)爐渣(zha)之成份(fen)與除渣(zha)劑之使用,有助于了解(jie)爐襯之熔(rong)蝕損壞(huai)機構。
14.詳細地核察并比(bi)較爐體設備之損壞;修(xiu)護(hu)或更新,用以了解對爐襯耐材壽命之影響。
15.詳(xiang)細地核察并(bing)比較操作方式;輪班作業(ye)與停爐之(zhi)情形,以及(ji)跳電或其它事故(gu)發(fa)生之(zhi)狀況,用以了(le)解對爐襯耐材壽(shou)命之(zhi)影響。
16.對于爐子的操(cao)作環境及操(cao)作人員的工(gong)作態度(du)與異動,也應詳細觀(guan)察并記載,有助于了解耐材爐襯(chen)之損壞.
17.人為習慣是另(ling)一應予考(kao)量的因素,任何打(da)爐或(huo)操(cao)作人員的異(yi)動(dong),皆會或(huo)多或(huo)少地(di)對于耐(nai)材(cai)爐襯之(zhi)砌(qi)筑與使用有所影(ying)響;詳細觀察并記載人員之(zhi)異(yi)動(dong)與其習性之(zhi)改(gai)變,有助于了解耐(nai)材(cai)爐襯之(zhi)損壞。
18.記錄所(suo)觀察到的任何結果,制(zhi)成表格并加(jia)以分析比(bi)較(jiao)有助于了(le)解(jie)事對爐襯耐材壽命(ming)之影響(xiang)因素。
19.找出.有可(ke)能(neng)的原因,表列出可(ke)能(neng)改善之(zhi)措施與方法;切(qie)記(ji),每(mei)次只(zhi)作(zuo)(zuo)一項改革,用以確認效(xiao)果。切(qie)忌,在同一時間,作(zuo)(zuo)太多改變(bian),以免造成混(hun)亂(luan)或產生反效(xiao)果。
